कोटिंग मटेरियलचा उद्देश
स्टील पाईप्सच्या बाह्य पृष्ठभागावर गंज येणे टाळण्यासाठी लेप लावणे अत्यंत महत्वाचे आहे. स्टील पाईप्सच्या पृष्ठभागावर गंज लागणे त्यांच्या कार्यक्षमता, गुणवत्ता आणि दृश्यमानतेवर लक्षणीय परिणाम करू शकते. म्हणूनच, लेप प्रक्रियेचा स्टील पाईप उत्पादनांच्या एकूण गुणवत्तेवर लक्षणीय परिणाम होतो.
-
कोटिंग मटेरियलसाठी आवश्यकता
अमेरिकन पेट्रोलियम इन्स्टिट्यूटने ठरवलेल्या मानकांनुसार, स्टील पाईप्सना कमीत कमी तीन महिने गंज सहन करावा लागतो. तथापि, जास्त काळ गंजरोधक कालावधीची मागणी वाढली आहे, अनेक वापरकर्त्यांना बाहेरील साठवणुकीच्या परिस्थितीत 3 ते 6 महिने प्रतिकार करावा लागतो. दीर्घायुष्याच्या आवश्यकतेव्यतिरिक्त, वापरकर्ते अशी अपेक्षा करतात की कोटिंग्ज गुळगुळीत पृष्ठभाग राखतील, अगदी गंजरोधक घटकांचे वितरण देखील होईल, ज्यामुळे दृश्य गुणवत्तेवर परिणाम होऊ शकेल अशा कोणत्याही स्किप किंवा ड्रिपशिवाय.

-
कोटिंग मटेरियलचे प्रकार आणि त्यांचे फायदे आणि तोटे
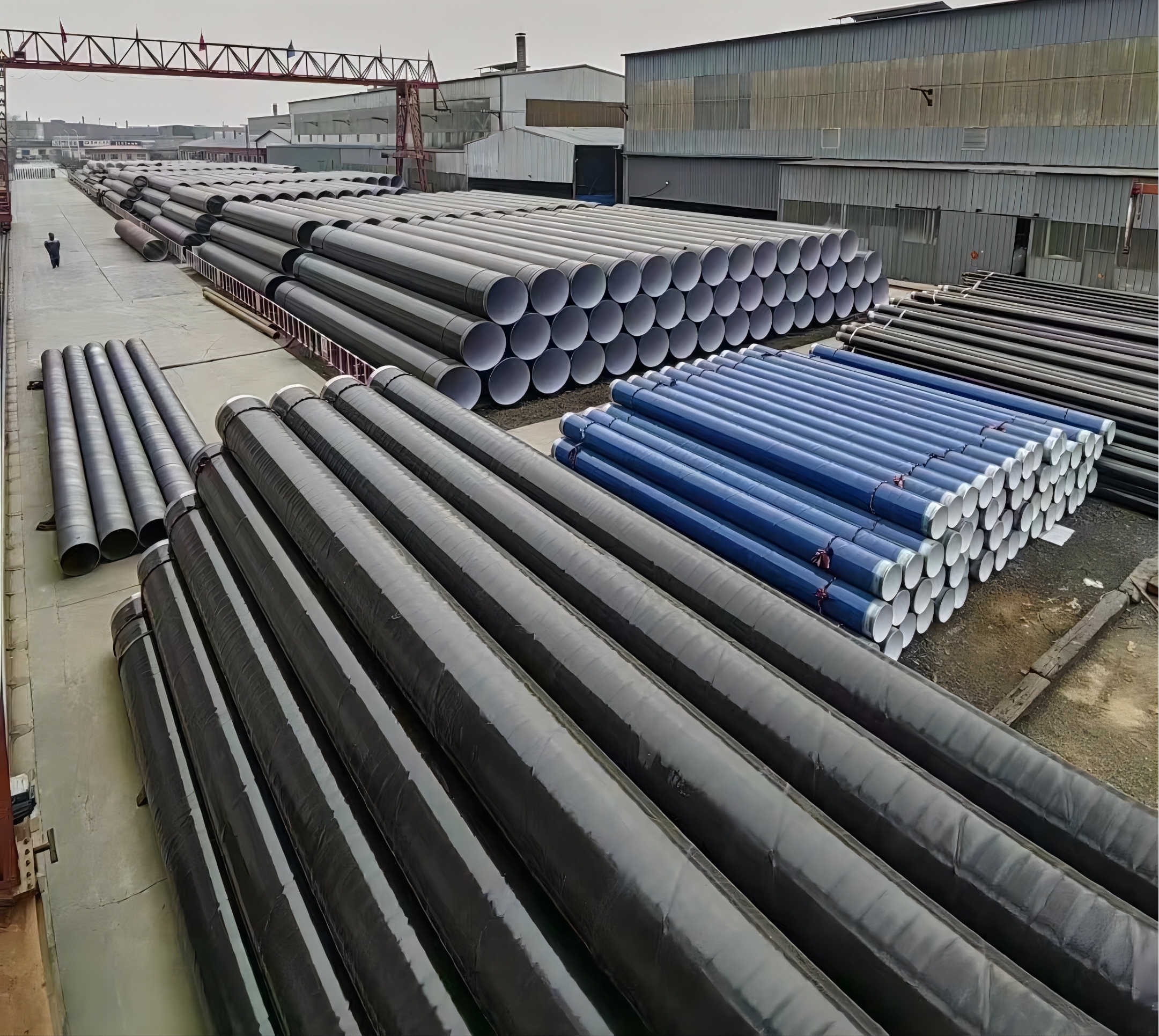
शहरी भूमिगत पाईप नेटवर्कमध्ये,स्टील पाईप्सगॅस, तेल, पाणी आणि इतर वस्तूंच्या वाहतुकीसाठी त्यांचा वापर वाढत्या प्रमाणात होत आहे. या पाईप्ससाठीचे कोटिंग्ज पारंपारिक डांबराच्या साहित्यापासून पॉलीइथिलीन रेझिन आणि इपॉक्सी रेझिन मटेरियलमध्ये विकसित झाले आहेत. पॉलीइथिलीन रेझिन कोटिंग्जचा वापर १९८० च्या दशकात सुरू झाला आणि वेगवेगळ्या अनुप्रयोगांसह, घटक आणि कोटिंग प्रक्रियांमध्ये हळूहळू सुधारणा दिसून आल्या आहेत.
३.१ पेट्रोलियम डांबर कोटिंग
पेट्रोलियम डांबर कोटिंग, एक पारंपारिक अँटी-कॉरोसिव्ह थर, पेट्रोलियम डांबर थरांपासून बनलेले असते, जे फायबरग्लास कापडाने आणि बाह्य संरक्षक पॉलीव्हिनिल क्लोराईड फिल्मने मजबूत केले जाते. ते उत्कृष्ट वॉटरप्रूफिंग, विविध पृष्ठभागांना चांगले चिकटणे आणि किफायतशीरपणा देते. तथापि, त्याचे काही तोटे आहेत जसे की तापमान बदलांना संवेदनशीलता, कमी तापमानात ठिसूळ होणे आणि वृद्धत्व आणि क्रॅक होण्याची शक्यता, विशेषतः खडकाळ मातीच्या परिस्थितीत, ज्यामुळे अतिरिक्त संरक्षणात्मक उपायांची आवश्यकता असते आणि खर्च वाढतो.
३.२ कोळसा टार इपॉक्सी कोटिंग
इपॉक्सी रेझिन आणि कोळशाच्या डांबरापासून बनवलेला कोळशाचा डांबर इपॉक्सी उत्कृष्ट पाणी आणि रासायनिक प्रतिकार, गंज प्रतिकार, चांगले चिकटणे, यांत्रिक शक्ती आणि इन्सुलेशन गुणधर्म प्रदर्शित करतो. तथापि, वापरल्यानंतर त्याला जास्त वेळ लागतो, ज्यामुळे या काळात हवामानाच्या प्रतिकूल परिणामांना ते संवेदनशील बनते. शिवाय, या कोटिंग सिस्टममध्ये वापरल्या जाणाऱ्या विविध घटकांना विशेष साठवणुकीची आवश्यकता असते, ज्यामुळे खर्च वाढतो.
३.३ इपॉक्सी पावडर कोटिंग
१९६० च्या दशकात सुरू झालेल्या इपॉक्सी पावडर कोटिंगमध्ये प्री-ट्रीटेड आणि प्री-हीटेड पाईपच्या पृष्ठभागावर इलेक्ट्रोस्टॅटिकली पावडर फवारणी केली जाते, ज्यामुळे एक दाट अँटी-कॉरोसिव्ह थर तयार होतो. त्याचे फायदे म्हणजे विस्तृत तापमान श्रेणी (-६०°C ते १००°C), मजबूत आसंजन, कॅथोडिक डिसबॉन्डमेंटला चांगला प्रतिकार, आघात, लवचिकता आणि वेल्ड नुकसान. तथापि, त्याची पातळ फिल्म ते नुकसानास संवेदनशील बनवते आणि अत्याधुनिक उत्पादन तंत्रे आणि उपकरणे आवश्यक असतात, ज्यामुळे शेतात वापरण्यात आव्हाने निर्माण होतात. जरी ते अनेक पैलूंमध्ये उत्कृष्ट असले तरी, उष्णता प्रतिरोध आणि एकूणच गंज संरक्षणाच्या बाबतीत ते पॉलिथिलीनच्या तुलनेत कमी पडते.
३.४ पॉलिथिलीन अँटी-कॉरोसिव्ह कोटिंग
पॉलिथिलीनमध्ये उत्कृष्ट प्रभाव प्रतिकार आणि उच्च कडकपणा तसेच विस्तृत तापमान श्रेणी असते. रशिया आणि पश्चिम युरोपसारख्या थंड प्रदेशात पाइपलाइनसाठी त्याचा व्यापक वापर होतो कारण त्याची उत्कृष्ट लवचिकता आणि प्रभाव प्रतिकारशक्ती, विशेषतः कमी तापमानात. तथापि, मोठ्या व्यासाच्या पाईप्सवर त्याच्या वापरात आव्हाने कायम आहेत, जिथे ताण क्रॅक होऊ शकतो आणि पाण्याच्या प्रवेशामुळे कोटिंगच्या खाली गंज येऊ शकतो, ज्यामुळे सामग्री आणि अनुप्रयोग तंत्रांमध्ये पुढील संशोधन आणि सुधारणा आवश्यक आहेत.
३.५ जड गंजरोधक कोटिंग
जड गंजरोधक कोटिंग्ज मानक कोटिंग्जच्या तुलनेत लक्षणीयरीत्या वाढलेले गंजरोधक प्रदान करतात. ते कठोर परिस्थितीतही दीर्घकालीन परिणामकारकता प्रदर्शित करतात, रासायनिक, सागरी आणि द्रावक वातावरणात त्यांचे आयुष्य १० ते १५ वर्षांपेक्षा जास्त असते आणि आम्लयुक्त, क्षारीय किंवा खारट परिस्थितीत ५ वर्षांपेक्षा जास्त असते. या कोटिंग्जमध्ये सामान्यतः २००μm ते २०००μm पर्यंत कोरड्या फिल्मची जाडी असते, ज्यामुळे उत्कृष्ट संरक्षण आणि टिकाऊपणा सुनिश्चित होतो. ते सागरी संरचना, रासायनिक उपकरणे, साठवण टाक्या आणि पाइपलाइनमध्ये मोठ्या प्रमाणावर वापरले जातात.
-
कोटिंग मटेरियलसह सामान्य समस्या
कोटिंग्जच्या सामान्य समस्यांमध्ये असमान वापर, अँटी-कॉरोसिव्ह एजंट्सचे टपकणे आणि बुडबुडे तयार होणे यांचा समावेश होतो.
(१) असमान कोटिंग: पाईपच्या पृष्ठभागावर अँटी-कॉरोसिव्ह घटकांचे असमान वितरण जास्त कोटिंग जाडीच्या भागात निर्माण होते, ज्यामुळे कचरा होतो, तर पातळ किंवा अनकोटेड भाग पाईपची अँटी-कॉरोसिव्ह क्षमता कमी करतात.
(२) अँटी-कॉरोसिव्ह एजंट्सचे टपकणे: ही घटना, जिथे अँटी-कॉरोसिव्ह एजंट्स पाईपच्या पृष्ठभागावर थेंबासारखे घट्ट होतात, ते गंज प्रतिकारावर थेट परिणाम न करता सौंदर्यशास्त्रावर परिणाम करतात.
(३) बुडबुडे तयार होणे: वापरताना अँटी-कॉरोसिव्ह एजंटमध्ये अडकलेली हवा पाईपच्या पृष्ठभागावर बुडबुडे तयार करते, ज्यामुळे देखावा आणि कोटिंगची प्रभावीता दोन्ही प्रभावित होते.
-
कोटिंगच्या गुणवत्तेच्या समस्यांचे विश्लेषण
प्रत्येक समस्या विविध कारणांमुळे उद्भवते, विविध घटकांमुळे उद्भवते; आणि समस्येच्या गुणवत्तेने ठळक केलेले स्टील पाईपचे बंडल अनेक कारणांचे संयोजन देखील असू शकते. असमान कोटिंगची कारणे ढोबळमानाने दोन प्रकारांमध्ये विभागली जाऊ शकतात, एक म्हणजे स्टील पाईप कोटिंग बॉक्समध्ये प्रवेश केल्यानंतर फवारणीमुळे होणारी असमान घटना; दुसरी म्हणजे फवारणी न केल्यामुळे होणारी असमान घटना.
पहिल्या घटनेचे कारण स्पष्टपणे स्पष्ट आहे, जेव्हा स्टील पाईप कोटिंग बॉक्समध्ये 360° मध्ये फवारणीसाठी एकूण 6 तोफा (केसिंग लाईनमध्ये 12 तोफा असतात) भोवती फवारणीसाठी टाकला जातो. जर प्रत्येक तोफा प्रवाहाच्या आकारापेक्षा वेगळी असेल, तर त्यामुळे स्टील पाईपच्या विविध पृष्ठभागावर अँटीकॉरोसिव्ह एजंटचे असमान वितरण होईल.
दुसरे कारण म्हणजे असमान कोटिंग घटनेची फवारणी घटकाव्यतिरिक्त इतरही कारणे आहेत. स्टील पाईपमध्ये येणारा गंज, खडबडीतपणा असे अनेक प्रकारचे घटक आहेत, ज्यामुळे कोटिंग समान रीतीने वितरित करणे कठीण होते; इमल्शन करताना स्टील पाईपच्या पृष्ठभागावर पाण्याचा दाब मोजण्याचे मापन मागे राहते, यावेळी कोटिंग इमल्शनच्या संपर्कामुळे होते, ज्यामुळे स्टील पाईपच्या पृष्ठभागावर प्रिझर्व्हेटिव्ह जोडणे कठीण होते, ज्यामुळे इमल्शनच्या स्टील पाईपच्या भागांवर कोणतेही कोटिंग नसते, परिणामी संपूर्ण स्टील पाईपचा कोटिंग एकसमान नसतो.
(१) अँटीकॉरोसिव्ह एजंट थेंब लटकण्याचे कारण. स्टील पाईपचा क्रॉस-सेक्शन गोल असतो, प्रत्येक वेळी अँटीकॉरोसिव्ह एजंट स्टील पाईपच्या पृष्ठभागावर फवारला जातो तेव्हा वरच्या भागात आणि काठावर अँटीकॉरोसिव्ह एजंट गुरुत्वाकर्षणाच्या घटकामुळे खालच्या भागात वाहून जाईल, ज्यामुळे लटकणारा ड्रॉप होण्याची घटना घडेल. चांगली गोष्ट म्हणजे स्टील पाईप कारखान्याच्या कोटिंग उत्पादन लाइनमध्ये ओव्हन उपकरणे आहेत, जी स्टील पाईपच्या पृष्ठभागावर फवारलेल्या अँटीकॉरोसिव्ह एजंटला वेळेत गरम आणि घन करू शकतात आणि अँटीकॉरोसिव्ह एजंटची तरलता कमी करू शकतात. तथापि, जर अँटीकॉरोसिव्ह एजंटची चिकटपणा जास्त नसेल; फवारणीनंतर वेळेवर गरम होत नसेल; किंवा गरम तापमान जास्त नसेल; नोजल चांगल्या कामाच्या स्थितीत नसेल, इत्यादींमुळे अँटीकॉरोसिव्ह एजंट थेंब लटकत राहतील.
(२) अँटीकॉरोसिव्ह फोमिंगची कारणे. हवेतील आर्द्रतेच्या ऑपरेटिंग साइट वातावरणामुळे, पेंट डिस्पर्शन जास्त असते, डिस्पर्शन प्रक्रियेच्या तापमानात घट झाल्यामुळे प्रिझर्व्हेटिव्ह बुडबुडे होतात. हवेतील आर्द्रता वातावरण, कमी तापमानाची परिस्थिती, प्रिझर्व्हेटिव्ह्ज लहान थेंबांमध्ये विखुरलेल्यांमधून फवारले जातात, ज्यामुळे तापमानात घट होते. तापमान कमी झाल्यानंतर जास्त आर्द्रता असलेल्या हवेतील पाणी घनरूप होऊन प्रिझर्व्हेटिव्हमध्ये मिसळलेले बारीक पाण्याचे थेंब तयार होते आणि अखेरीस कोटिंगच्या आत प्रवेश करते, ज्यामुळे कोटिंगमध्ये फोड येतात.
पोस्ट वेळ: डिसेंबर-१५-२०२३