स्टेनलेस स्टील जीवनात सर्वत्र आढळते आणि त्यात इतके विविध प्रकार आहेत की त्यांतील फरक ओळखणेही अवघड असते. आज आम्ही तुम्हाला या संदर्भातील ज्ञानाचे मुद्दे स्पष्ट करणारा एक लेख सादर करत आहोत.

स्टेनलेस स्टील हे 'अॅसिड-रेझिस्टंट स्टील'चे संक्षिप्त रूप आहे. हवा, वाफ, पाणी आणि इतर सौम्य क्षरणकारी माध्यमांना प्रतिरोधक असल्यामुळे किंवा रासायनिक क्षरणकारी माध्यमांना (आम्ल, अल्कली, क्षार आणि इतर रसायनांच्या संपर्कामुळे) प्रतिरोधक असल्यामुळे ज्या स्टीलचे क्षरण होते, त्याला 'अॅसिड-रेझिस्टंट स्टील' (आम्ल-प्रतिरोधक स्टील) म्हणतात.
स्टेनलेस स्टील म्हणजे हवा, वाफ, पाणी आणि इतर सौम्य क्षरणकारी माध्यमे तसेच आम्ल, अल्कली, क्षार आणि इतर रासायनिक क्षरणकारी माध्यमांमुळे गंजण्यास प्रतिरोधक असलेले स्टील, ज्याला आम्ल-प्रतिरोधक स्टील असेही म्हणतात. व्यवहारात, सौम्य क्षरणकारी माध्यमांमुळे गंजण्यास प्रतिरोधक असलेल्या स्टीलला अनेकदा स्टेनलेस स्टील आणि रासायनिक माध्यमांमुळे गंजण्यास प्रतिरोधक असलेल्या स्टीलला आम्ल-प्रतिरोधक स्टील म्हटले जाते. या दोन्हींच्या रासायनिक रचनेतील फरकामुळे, पहिल्या प्रकारचे स्टील रासायनिक माध्यमांमुळे होणाऱ्या गंजण्यास प्रतिरोधक असेलच असे नाही, तर दुसऱ्या प्रकारचे स्टील सामान्यतः गंजण्यास प्रतिरोधक असते. स्टेनलेस स्टीलचा क्षरण-प्रतिरोध हा स्टीलमध्ये असलेल्या मिश्रधातूंच्या घटकांवर अवलंबून असतो.
सामान्य वर्गीकरण
धातुशास्त्रीय संस्थेनुसार
सर्वसाधारणपणे, धातुशास्त्रीय रचनेनुसार, सामान्य स्टेनलेस स्टीलचे तीन प्रकारांमध्ये वर्गीकरण केले जाते: ऑस्टेनिटिक स्टेनलेस स्टील, फेरिटिक स्टेनलेस स्टील आणि मार्टेन्सिटिक स्टेनलेस स्टील. या तीन प्रकारांच्या मूलभूत धातुशास्त्रीय रचनेच्या आधारावर, विशिष्ट गरजा आणि उद्देशांसाठी ड्युप्लेक्स स्टील, प्रेसिपिटेशन हार्डनिंग स्टेनलेस स्टील आणि ५०% पेक्षा कमी लोह असलेले उच्च मिश्रधातू स्टील तयार केले जातात.
१. ऑस्टेनिटिक स्टेनलेस स्टील
ऑस्टेनिटिक रचनेची (CY फेज) मॅट्रिक्स ते फेस-सेंटर्ड क्यूबिक क्रिस्टल संरचना प्रामुख्याने नॉन-मॅग्नेटिक असते, जी स्टेनलेस स्टीलला मजबूत करण्यासाठी प्रामुख्याने कोल्ड वर्किंगद्वारे तयार केली जाते (आणि त्यामुळे काही प्रमाणात चुंबकत्व येऊ शकते). अमेरिकन आयर्न अँड स्टील इन्स्टिट्यूट 200 आणि 300 मालिकेतील संख्यात्मक लेबल्स, जसे की 304.
२. फेरिटिक स्टेनलेस स्टील
फेराइट रचनेची (एक फेज) मॅट्रिक्स ते बॉडी-सेंटर्ड क्यूबिक क्रिस्टल संरचना प्रबळ असते, ती चुंबकीय असते, सामान्यतः उष्णता उपचाराने कठीण करता येत नाही, परंतु कोल्ड वर्किंगद्वारे स्टेनलेस स्टीलला किंचित मजबूत बनवता येते. अमेरिकन आयर्न अँड स्टील इन्स्टिट्यूटच्या ४३० आणि ४४६ या मानांकनांनुसार हे ओळखले जाते.
३. मार्टेन्सिटिक स्टेनलेस स्टील
स्टेनलेस स्टीलचा मॅट्रिक्स मार्टेन्सिटिक रचनेचा (बॉडी-सेंटर्ड क्यूबिक किंवा क्यूबिक) आणि चुंबकीय असतो, आणि उष्णता उपचाराद्वारे त्याचे यांत्रिक गुणधर्म समायोजित केले जाऊ शकतात. अमेरिकन आयर्न अँड स्टील इन्स्टिट्यूटने याला ४१०, ४२० आणि ४४० या आकड्यांनी चिन्हांकित केले आहे. उच्च तापमानात मार्टेन्साइटची रचना ऑस्टेनिटिक असते, जी योग्य दराने सामान्य तापमानापर्यंत थंड केल्यावर मार्टेन्साइटमध्ये रूपांतरित होऊ शकते (म्हणजेच कठीण होते).
४. ऑस्टेनिटिक फेराइट (डुप्लेक्स) प्रकारचा स्टेनलेस स्टील
मॅट्रिक्समध्ये ऑस्टेनिटिक आणि फेराइट या दोन्ही टप्प्यांची रचना असते, ज्यामध्ये कमी प्रमाणात असलेल्या टप्प्याचे प्रमाण साधारणपणे १५% पेक्षा जास्त असते. हे चुंबकीय असून, स्टेनलेस स्टीलच्या कोल्ड वर्किंगद्वारे ते अधिक मजबूत केले जाऊ शकते. ३२९ हे याचे एक वैशिष्ट्यपूर्ण ड्युप्लेक्स स्टेनलेस स्टील आहे. ऑस्टेनिटिक स्टेनलेस स्टीलच्या तुलनेत, ड्युप्लेक्स स्टीलची उच्च शक्ती, आंतरकणीय क्षरण, क्लोराईड ताण क्षरण आणि खड्डा क्षरण यांना असलेला प्रतिकार लक्षणीयरीत्या सुधारलेला असतो.
५. अवक्षेपण कठिनीकरण स्टेनलेस स्टील
मॅट्रिक्सची रचना ऑस्टेनिटिक किंवा मार्टेन्सिटिक असते, आणि प्रेसिपिटेशन हार्डनिंग ट्रीटमेंटद्वारे त्याला कठीण बनवून हार्डन्ड स्टेनलेस स्टील तयार केले जाऊ शकते. अमेरिकन आयर्न अँड स्टील इन्स्टिट्यूटच्या 600 सिरीजच्या डिजिटल लेबल्सनुसार, जसे की 630, म्हणजेच 17-4PH.
सर्वसाधारणपणे, मिश्रधातूंव्यतिरिक्त, ऑस्टेनिटिक स्टेनलेस स्टीलचा गंज-प्रतिरोध उत्कृष्ट असतो, कमी गंज असलेल्या वातावरणात फेरिटिक स्टेनलेस स्टील वापरता येते, तर मध्यम गंज असलेल्या वातावरणात, जर सामग्रीमध्ये उच्च शक्ती किंवा उच्च कठीणपणा आवश्यक असेल, तर मार्टेन्सिटिक स्टेनलेस स्टील आणि प्रेसिपिटेशन हार्डनिंग स्टेनलेस स्टील वापरता येते.
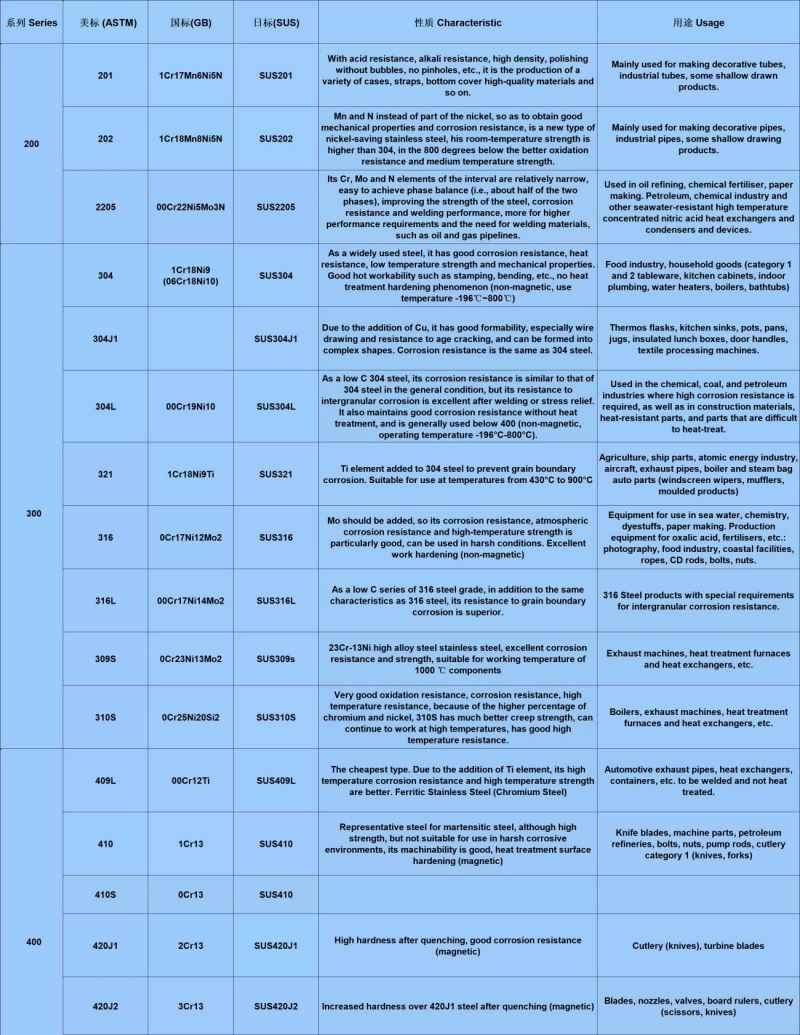
वैशिष्ट्ये आणि उपयोग
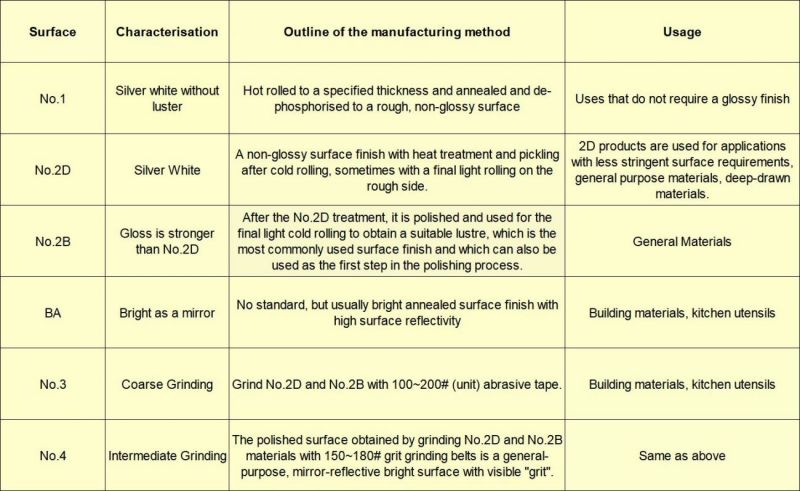
पृष्ठभाग प्रक्रिया
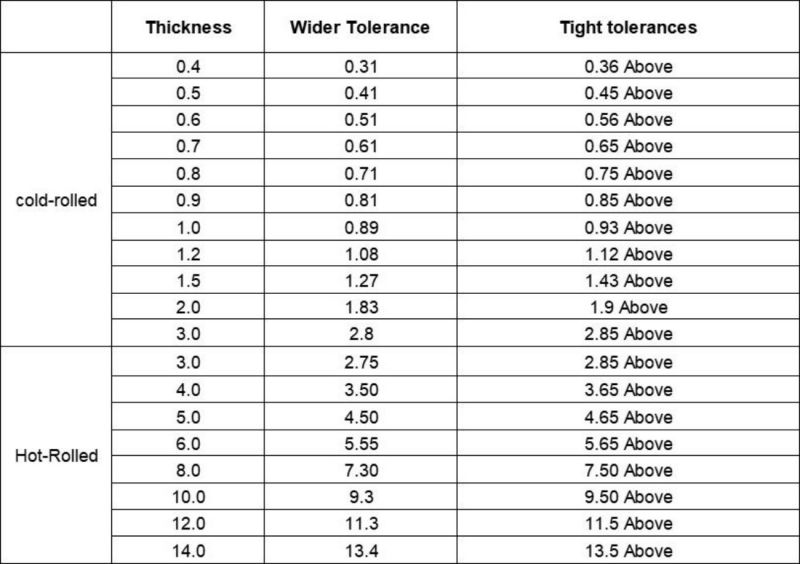
जाडीतील फरक
स्टील मिलमधील यंत्रसामग्रीच्या रोलिंग प्रक्रियेत, रोल्स उष्णतेमुळे किंचित विकृत होतात, ज्यामुळे रोल केलेल्या प्लेटच्या जाडीत फरक पडतो आणि साधारणपणे ती मध्यभागी जाड व दोन्ही बाजूंना पातळ असते. प्लेटची जाडी मोजताना, ती प्लेटच्या मध्यभागी मोजली पाहिजे, असे नियम आहेत.
२. सहनशीलतेचे कारण बाजारपेठ आणि ग्राहकांच्या मागणीवर आधारित आहे, सामान्यतः मोठी आणि लहान सहनशीलता असे वर्गीकरण केले जाते.
५. उत्पादन, तपासणी आवश्यकता
१. पाईप प्लेट
① १००% रे तपासणी किंवा यूटीसाठी जोडलेले ट्यूब प्लेट बट जॉइंट्स, पात्र स्तर: आरटी: Ⅱ यूटी: Ⅰ स्तर;
② स्टेनलेस स्टील व्यतिरिक्त, जोडलेल्या पाईप प्लेटवर ताणमुक्तीसाठी उष्णता उपचार;
③ ट्यूब प्लेट होल ब्रिजच्या रुंदीतील तफावत: होल ब्रिजची रुंदी मोजण्याच्या सूत्रानुसार: B = (S - d) - D1
छिद्र पुलाची किमान रुंदी: B = 1/2 (S - d) + C;
२. ट्यूब बॉक्स उष्णता उपचार:
कार्बन स्टील, कमी मिश्रधातू स्टीलचे पाईप बॉक्स, ज्यामध्ये स्प्लिट-रेंज पार्टिशन वेल्ड केलेले असते, तसेच सिलेंडर पाईप बॉक्सच्या आतील व्यासाच्या १/३ पेक्षा जास्त बाजूची छिद्रे असलेल्या पाईप बॉक्समध्ये, स्ट्रेस रिलीफ हीट ट्रीटमेंटसाठी वेल्डिंगच्या वापरामध्ये, फ्लॅंज आणि पार्टिशनच्या सीलिंग पृष्ठभागावर हीट ट्रीटमेंटनंतर प्रक्रिया केली पाहिजे.
३. दाब चाचणी
जेव्हा शेल प्रक्रियेचा डिझाइन दाब ट्यूब प्रक्रियेच्या दाबापेक्षा कमी असतो, तेव्हा हीट एक्सचेंजर ट्यूब आणि ट्यूब प्लेट जोडण्यांची गुणवत्ता तपासण्यासाठी
① हायड्रॉलिक चाचणीशी सुसंगत असलेल्या पाईप प्रोग्रामनुसार शेल प्रोग्रामचा दाब वाढवून, पाईपच्या सांध्यांमधून गळती होत आहे की नाही हे तपासावे. (तथापि, हायड्रॉलिक चाचणीदरम्यान शेलचा प्राथमिक फिल्म स्ट्रेस ≤0.9ReLΦ असेल याची खात्री करणे आवश्यक आहे)
2) जेव्हा वरील पद्धत योग्य नसेल, तेव्हा मूळ दाबानुसार शेलची हायड्रोस्टॅटिक चाचणी केली जाऊ शकते आणि नंतर शेलची अमोनिया गळती चाचणी किंवा हॅलोजन गळती चाचणी केली जाऊ शकते.
कोणत्या प्रकारच्या स्टेनलेस स्टीलला सहज गंज लागत नाही?
स्टेनलेस स्टीलला गंज लागण्यावर परिणाम करणारे तीन मुख्य घटक आहेत:
१. मिश्रधातू घटकांचे प्रमाण. सर्वसाधारणपणे, १०.५% क्रोमियम असलेल्या स्टीलला गंज लागत नाही. क्रोमियम आणि निकेलचे प्रमाण जितके जास्त असेल, तितकी गंजरोधकता चांगली असते. उदाहरणार्थ, ३०४ मटेरियलमध्ये निकेलचे प्रमाण ८५% ते १०% आणि क्रोमियमचे प्रमाण १८% ते २०% असते, अशा स्टेनलेस स्टीलला सहसा गंज लागत नाही.
२. उत्पादकाची प्रगलन प्रक्रिया देखील स्टेनलेस स्टीलच्या गंज-प्रतिरोधकतेवर परिणाम करते. प्रगलन तंत्रज्ञान चांगले असल्यास, उपकरणे आणि तंत्रज्ञान प्रगत असल्यास, मोठ्या स्टेनलेस स्टील प्लांटमध्ये मिश्रधातू घटकांचे नियंत्रण, अशुद्धी दूर करणे आणि बिलेट थंड करण्याच्या तापमानावर नियंत्रण या सर्व गोष्टींची खात्री केली जाते. त्यामुळे उत्पादनाची गुणवत्ता स्थिर आणि विश्वसनीय असते, त्याचा मूळ दर्जा चांगला असतो आणि त्याला सहज गंज लागत नाही. याउलट, काही लहान स्टील प्लांटमधील उपकरणे आणि तंत्रज्ञान मागासलेले असते, प्रगलन प्रक्रियेत अशुद्धी दूर केली जात नाही, आणि त्यामुळे उत्पादित वस्तूंना गंज लागणे अटळ असते.
३. बाह्य वातावरण. कोरड्या आणि हवेशीर वातावरणात गंज सहज लागत नाही, तर हवेतील आर्द्रता, सततचा पावसाळी हवामान किंवा आम्लता आणि क्षारता असलेल्या वातावरणात सहज गंज लागतो. ३०४ मटेरियलचे स्टेनलेस स्टीलसुद्धा, जर सभोवतालचे वातावरण खूप खराब असेल तर गंजते.
स्टेनलेस स्टीलवरील गंजलेल्या डागांचा सामना कसा करावा?
१. रासायनिक पद्धत
गंजलेल्या भागांवर क्रोमियम ऑक्साईडचा थर पुन्हा तयार होऊन त्याची गंज-प्रतिरोधकता पूर्ववत होण्यास मदत करण्यासाठी पिक्लिंग पेस्ट किंवा स्प्रेचा वापर केला जातो. पिक्लिंगनंतर, सर्व प्रदूषक आणि आम्लाचे अवशेष काढून टाकण्यासाठी, पाण्याने व्यवस्थित स्वच्छ धुणे अत्यंत महत्त्वाचे आहे. सर्व प्रक्रिया पूर्ण झाल्यावर आणि पॉलिशिंग उपकरणाने पुन्हा पॉलिश केल्यावर, त्यावर पॉलिशिंग वॅक्सचा थर लावून ते अंतिम स्वरूप देता येते. स्थानिक हलक्या गंजलेल्या डागांसाठी, १:१ पेट्रोल आणि तेलाचे मिश्रण एका स्वच्छ कापडाने पुसून डाग काढता येतात.
२. यांत्रिक पद्धती
सँडब्लास्टिंग क्लीनिंग, काच किंवा सिरॅमिक कणांच्या ब्लास्टिंगने स्वच्छता, ऑब्लिटरेशन, ब्रशिंग आणि पॉलिशिंग. यांत्रिक पद्धतींमध्ये पूर्वी काढलेल्या पदार्थांमुळे, पॉलिशिंग साहित्यामुळे किंवा ऑब्लिटरेटेड पदार्थांमुळे होणारे प्रदूषण पुसून टाकण्याची क्षमता असते. सर्व प्रकारचे प्रदूषण, विशेषतः बाहेरील लोखंडाचे कण, गंज लागण्याचे कारण बनू शकतात, विशेषतः दमट वातावरणात. म्हणून, यांत्रिकरित्या स्वच्छ केलेले पृष्ठभाग शक्यतो कोरड्या परिस्थितीत पुन्हा स्वच्छ करावेत. यांत्रिक पद्धतींचा वापर केवळ पृष्ठभाग स्वच्छ करतो आणि त्यामुळे पदार्थाच्या मूळ गंज-प्रतिरोधक क्षमतेत बदल होत नाही. म्हणून, यांत्रिक स्वच्छतेनंतर पॉलिशिंग उपकरणाने पृष्ठभाग पुन्हा पॉलिश करून त्यावर पॉलिशिंग वॅक्स लावून तो बंद करण्याची शिफारस केली जाते.
उपकरणांमध्ये सामान्यतः वापरल्या जाणाऱ्या स्टेनलेस स्टीलचे ग्रेड आणि गुणधर्म
१.३०४ स्टेनलेस स्टील. हा ऑस्टेनिटिक स्टेनलेस स्टीलच्या प्रकारांपैकी एक आहे, ज्याचा वापर मोठ्या प्रमाणावर आणि सर्वाधिक प्रमाणात होतो. हा डीप-ड्रॉन मोल्डिंग पार्ट्स, ॲसिड पाईपलाईन्स, कंटेनर्स, स्ट्रक्चरल पार्ट्स, विविध प्रकारच्या उपकरणांचे भाग इत्यादींच्या निर्मितीसाठी योग्य आहे. याच्या साहाय्याने अचुंबकीय आणि कमी तापमानाची उपकरणे व त्यांचे भाग देखील तयार करता येतात.
२. ३०४एल स्टेनलेस स्टील. ३०४ स्टेनलेस स्टीलमध्ये काही विशिष्ट परिस्थितीत होणाऱ्या Cr23C6 अवक्षेपणामुळे आंतरकणीय क्षरणाची गंभीर प्रवृत्ती असते, आणि ही समस्या सोडवण्यासाठी अति-कमी कार्बन ऑस्टेनिटिक स्टेनलेस स्टीलचा विकास करण्यात आला आहे. याची आंतरकणीय क्षरण प्रतिरोधक क्षमता ३०४ स्टेनलेस स्टीलपेक्षा लक्षणीयरीत्या चांगली आहे. ३२१ स्टेनलेस स्टीलच्या तुलनेत याची ताकद किंचित कमी असली तरी, इतर गुणधर्मही सारखेच आहेत. याचा उपयोग प्रामुख्याने वेल्डिंग न करता येणाऱ्या गंज-प्रतिरोधक उपकरणे आणि घटकांसाठी केला जातो, तसेच विविध प्रकारच्या उपकरणांच्या निर्मितीसाठी याचा वापर केला जाऊ शकतो.
३.३०४एच स्टेनलेस स्टील. ३०४ स्टेनलेस स्टीलच्या अंतर्गत शाखेत कार्बनचे प्रमाण ०.०४% ~ ०.१०% असते, याची उच्च तापमानातील कार्यक्षमता ३०४ स्टेनलेस स्टीलपेक्षा चांगली असते.
४.३१६ स्टेनलेस स्टील. १०Cr१८Ni१२ स्टीलमध्ये मॉलिब्डेनमच्या मिश्रणामुळे, या स्टीलला क्षीण करणाऱ्या माध्यमांना आणि खड्डेयुक्त गंज प्रतिरोधक क्षमता मिळते. समुद्राचे पाणी आणि इतर माध्यमांमध्ये, याची गंज प्रतिरोधक क्षमता ३०४ स्टेनलेस स्टीलपेक्षा चांगली असते, आणि याचा उपयोग प्रामुख्याने खड्डेयुक्त गंज प्रतिरोधक सामग्री म्हणून केला जातो.
5.316L स्टेनलेस स्टील. अत्यंत कमी कार्बन असलेले स्टील, ज्यात संवेदनशील आंतरकणीय गंजण्यास चांगला प्रतिकार करण्याची क्षमता आहे, जे पेट्रोकेमिकल उपकरणांसारख्या गंज-प्रतिरोधक साहित्यामध्ये जाड क्रॉस-सेक्शन आकाराच्या वेल्डेड भागांच्या आणि उपकरणांच्या निर्मितीसाठी योग्य आहे.
6.316H स्टेनलेस स्टील. 316 स्टेनलेस स्टीलची अंतर्गत शाखा, कार्बनचे वस्तुमान प्रमाण 0.04%-0.10%, उच्च तापमानातील कार्यक्षमता 316 स्टेनलेस स्टीलपेक्षा चांगली आहे.
७.३१७ स्टेनलेस स्टील. याची पिटिंग क्षरण प्रतिरोधकता आणि क्रीप प्रतिरोधकता ३१६एल स्टेनलेस स्टीलपेक्षा चांगली असून, याचा वापर पेट्रोकेमिकल आणि सेंद्रिय आम्ल क्षरण प्रतिरोधक उपकरणांच्या निर्मितीमध्ये केला जातो.
८.३२१ स्टेनलेस स्टील. टायटॅनियम स्थिरित ऑस्टेनिटिक स्टेनलेस स्टील, ज्यामध्ये आंतरकणीय क्षरण प्रतिरोध सुधारण्यासाठी टायटॅनियम मिसळले जाते, आणि ज्यात चांगले उच्च तापमान यांत्रिक गुणधर्म आहेत, ते अति-कमी कार्बन ऑस्टेनिटिक स्टेनलेस स्टीलच्या जागी वापरले जाऊ शकते. उच्च तापमान किंवा हायड्रोजन क्षरण प्रतिरोध आणि इतर विशेष प्रसंगांव्यतिरिक्त, सर्वसाधारण परिस्थितीत याचा वापर करण्याची शिफारस केली जात नाही.
९.३४७ स्टेनलेस स्टील. नायोबियम-स्थिर ऑस्टेनिटिक स्टेनलेस स्टील, ज्यामध्ये आंतरकणीय गंज प्रतिकारशक्ती सुधारण्यासाठी नायोबियम मिसळले जाते. ३२१ स्टेनलेस स्टीलप्रमाणेच, आम्ल, अल्कली, क्षार आणि इतर गंजकारक माध्यमांमध्ये याची गंज-प्रतिरोधकता चांगली असते. याची वेल्डिंगची कामगिरी उत्तम असून, याचा उपयोग गंज-प्रतिरोधक आणि उष्णता-प्रतिरोधक स्टील म्हणून केला जातो. याचा उपयोग प्रामुख्याने औष्णिक ऊर्जा, पेट्रोकेमिकल क्षेत्रांमध्ये, जसे की कंटेनर, पाईपलाईन, हीट एक्सचेंजर, शाफ्ट, औद्योगिक भट्ट्यांमधील फर्नेस ट्यूब आणि फर्नेस ट्यूब थर्मामीटर इत्यादींच्या उत्पादनात होतो.
१०.९०४एल स्टेनलेस स्टील. सुपर कम्प्लीट ऑस्टेनिटिक स्टेनलेस स्टील, फिनलंडच्या ओटो केम्प यांनी शोधलेले एक सुपर ऑस्टेनिटिक स्टेनलेस स्टील आहे. यात निकेलचे वस्तुमान प्रमाण २४% ते २६% आणि कार्बनचे वस्तुमान प्रमाण ०.०२% पेक्षा कमी असते. यात उत्कृष्ट गंज-प्रतिरोधक क्षमता आहे. सल्फ्यूरिक, ऍसिटिक, फॉर्मिक आणि फॉस्फोरिक ऍसिडसारख्या ऑक्सिडीकरण न करणाऱ्या ऍसिडमध्ये याची गंज-प्रतिरोधक क्षमता खूप चांगली आहे, आणि त्याच वेळी यात भेगांमधील गंज (crevice corrosion) आणि ताणामुळे होणाऱ्या गंज (stress corrosion) यांनाही चांगला प्रतिकार करण्याची क्षमता आहे. हे ७०℃ पेक्षा कमी तापमानात सल्फ्यूरिक ऍसिडच्या विविध सांद्रतेसाठी योग्य आहे, आणि सामान्य दाबाखाली कोणत्याही सांद्रतेच्या व कोणत्याही तापमानाच्या ऍसिटिक ऍसिड तसेच फॉर्मिक आणि ऍसिटिक ऍसिडच्या मिश्र ऍसिडला चांगला गंज-प्रतिरोध दर्शवते. मूळ मानक ASMESB-625 नुसार हे निकेल-आधारित मिश्रधातू आहे, तर नवीन मानकानुसार हे स्टेनलेस स्टील आहे. चीनमध्ये फक्त अंदाजे 015Cr19Ni26Mo5Cu2 ग्रेडचे स्टील वापरले जाते, काही युरोपियन उपकरण उत्पादक त्यांच्या मुख्य सामग्रीसाठी 904L स्टेनलेस स्टील वापरतात, जसे की E + H च्या मास फ्लोमीटरची मापन नळी 904L स्टेनलेस स्टीलची असते आणि रोलेक्स घड्याळाच्या केससाठी देखील 904L स्टेनलेस स्टील वापरले जाते.
११.४४०C स्टेनलेस स्टील. मार्टेन्सिटिक स्टेनलेस स्टील, कठीण करता येण्याजोगे स्टेनलेस स्टील, सर्वाधिक कठीण स्टेनलेस स्टील, कठीणता HRC57. याचा उपयोग प्रामुख्याने नोझल्स, बेअरिंग्ज, व्हॉल्व्ह, व्हॉल्व्ह स्पूल्स, व्हॉल्व्ह सीट्स, स्लीव्हज, व्हॉल्व्ह स्टेम्स इत्यादींच्या उत्पादनात होतो.
१२.१७-४पीएच स्टेनलेस स्टील. मार्टेन्सिटिक प्रेसिपिटेशन हार्डनिंग स्टेनलेस स्टील, कठीणता एचआरसी४४, उच्च शक्ती, कठीणता आणि गंज-प्रतिरोधकतेसह, ३०० ℃ पेक्षा जास्त तापमानासाठी वापरले जाऊ शकत नाही. यात वातावरणातील आणि सौम्य आम्ल किंवा क्षारांविरुद्ध चांगली गंज-प्रतिरोधकता आहे, आणि त्याची गंज-प्रतिरोधकता ३०४ स्टेनलेस स्टील आणि ४३० स्टेनलेस स्टील सारखीच आहे, ज्याचा उपयोग ऑफशोअर प्लॅटफॉर्म, टर्बाइन ब्लेड, स्पूल, सीट, स्लीव्ह आणि व्हॉल्व्हच्या स्टेमच्या निर्मितीमध्ये केला जातो.
इन्स्ट्रुमेंटेशन व्यवसायात, सर्वसाधारणता आणि खर्चाच्या समस्या लक्षात घेता, पारंपरिक ऑस्टेनिटिक स्टेनलेस स्टील निवडीचा क्रम 304-304L-316-316L-317-321-347-904L स्टेनलेस स्टील असा आहे, ज्यापैकी 317 चा वापर कमी प्रमाणात होतो, 321 ची शिफारस केली जात नाही, 347 चा वापर उच्च-तापमानातील क्षरणासाठी केला जातो, तर 904L हे केवळ काही वैयक्तिक उत्पादकांच्या घटकांसाठी डीफॉल्ट मटेरियल आहे, आणि डिझाइनमध्ये सहसा 904L ची निवड केली जात नाही.
इन्स्ट्रुमेंटेशन डिझाइनच्या निवडीमध्ये, अनेकदा इन्स्ट्रुमेंटेशनसाठीचे साहित्य आणि पाईपसाठीचे साहित्य वेगवेगळे असते. विशेषतः उच्च-तापमानाच्या परिस्थितीत, प्रक्रिया उपकरणे किंवा पाईपलाईनच्या डिझाइननुसार तापमान आणि दाबाची पूर्तता करण्यासाठी इन्स्ट्रुमेंटेशनच्या साहित्याच्या निवडीकडे विशेष लक्ष देणे आवश्यक असते. उदाहरणार्थ, उच्च-तापमानासाठी क्रोमियम-मोलिब्डेनम स्टील पाईपलाईन निवडताना, इन्स्ट्रुमेंटेशनसाठी स्टेनलेस स्टीलची निवड केल्यास समस्या निर्माण होण्याची दाट शक्यता असते. अशावेळी, संबंधित मटेरियल टेम्परेचर आणि प्रेशर गेज तज्ञांचा सल्ला घेणे आवश्यक आहे.
उपकरणाच्या डिझाइनची निवड करताना, अनेकदा स्टेनलेस स्टीलच्या विविध प्रकारच्या प्रणाली, मालिका आणि ग्रेड आढळतात; ही निवड विशिष्ट प्रक्रिया माध्यम, तापमान, दाब, ताण असलेले भाग, गंज, किंमत आणि इतर दृष्टिकोनांवर आधारित असावी.
पोस्ट करण्याची वेळ: ११ ऑक्टोबर २०२३